Fogazott szíjas CNC X tengely hajtás.
Fogazott szíjas CNC X tengely hajtás.
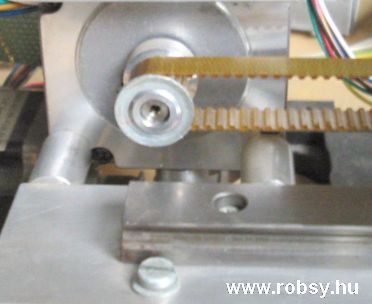
Itt egy T2.5 osztású 16 fogú szíjtárcsás mozgatási megoldást láthatunk 1.3 Nm-es léptetőmotorral.
A lineáris golyós kocsit a szíj egy 15 mm-es alacsony profilú sínen mozgatja.
Így pl. 1600 step/motorfordulat beállításnál 0.025 mm/step, vagy 40 step/mm az X tengely felbontásunk.
A Robsy mérőredszereknek van egy olyan célirányos vezérlő tesztprogramja, ahol megadhatjuk az
oda-vissza elmozdulási távolságokat, várakozási időket, mozgási sebességet, stb. Ha egy mérőórával
közben a valós szán elmozdulásokat mérjük, máris megvan az adott CNC hajtás irányváltási hibája.
Ezt úgy kapjuk meg, hogy a tesztelő programban beállított elmozdulási értékből kivonjuk a valós
elmozdulást. Ez az érték a fotón látható hajtásnál kimérve 0.03 mm. Tehát ha irányt váltunk,
akkor ennyivel kevesebb lesz a valós elmozdulás, azaz pl. 0.1 mm programozott elmozdulásnál
0.07 mm lesz a valóság. Lézergravírozáskor ezek eredője már szemmel látható hibákat fog okozni,
hiszen vannak olyan kontúr alakzatok, ahol pl. bizonyos betűknél a belső szélességek eltérőek lesznek.
Ezen jelenségek kimutatására, bemérésére készítettem referencia koordinátákat tartalmazó, tükörszimmetrikus
teszt alakzatokat pl. CNC lézergravírozó/vágó gépekhez, 3D nyomtatókhoz.
Robsy etalon alakzatok irányváltási hiba tesztekhez.
Az IHX, IHY, IH2 tesztelő fájlokat G kód, vagy PLT formátumban
innen letölthetők.
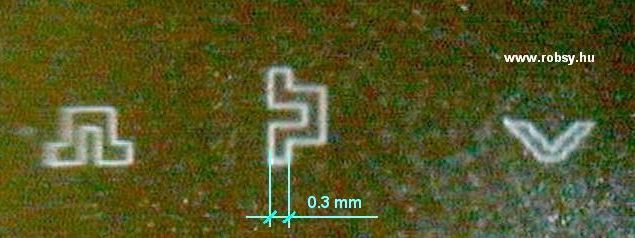
Ezek magassága 5 mm, a függőleges vonalak 0.3 mm távolságra vannak egymástól, a V szárak 0.292
mm távolságra. Egy jól beállított, fókuszált lézer sugárt ha 0.1 mm szélességűnek veszünk, akkor így gyártási
teszt után a szomszédos vonalaknak nem szabad összeérni.
A következő képen az IH2 alakzattal (V teszt) a Robsy CNC lézer vezérlővel 10 mm/s sebességgel
készítettem először egy olyan tesztet, amikor az irányváltási hibát 0-ra állítottam (vonalzó 8 cm-nél lévő
alakzat), majd 0.025 mm-nek adtam meg (9 cm-nél látható).
A gyártás az előzőekben ismertetett fogazott szíjas próba gravír CNC gépemen történt, ahol
a lézerforrás egy 2W kék fényű lézerdióda volt. Látható, hogy ez az 1 step (0.025mm) is mennyit jelent az
alakhűség szempontjából. Jól megfigyelhető, hogy ha nem foglalkozunk az irányváltási hibával, milyen torzulás,
betűszár szélesség növekedés keletkezik. A tesztek ki fogják mutatni a különböző CNC lézervezérlők
mozgás jellemzőinek (út, sebesség, gyorsulás) hibáit is, ez a fordulási sarokpontok környezetében fog
lézersugár vonalvastagodással, beégésekkel jelentkezni.

IH2 irányváltási hiba tesztek (backlash) lézergravírozáskor.
IHXK, IHYK, IH2K tesztek.
Az alábbiakban a már ismertetett IHX, IHX, IH2 tesztekhez hasonló, de kis méretű alakzatokat láthatunk.
Ezek azért is lesznek nehéz feladatok a CNC lézergépnek, mert mindenhol kicsik az elmozdulási távolság
szakaszok (maximum 0.9 mm), és így látható lesz, ha rosszul kezeli a mozgások kinematikáját (sebességek,
gyorsulások, stb...) a lézer CNC vezérlő.
Robsy kis méretű etalon alakzatok irányváltási hiba tesztekhez.
A következő fotókon az előbbi tesztek megvalósítása látható, amiket a 2W-os kék lézeres fogazott szíjas
mozgatású CNC gépemmel készítettem ezekről a fájlokról eloxált alumínium lemezre 4 mm-es X eltolással
5 mm/s sebességgel. A második képen jól érzékelhető, hogy ha a Robsy CNC lézervezérlésben alkalmazunk
X=Y=0.025 mm backlash kompenzálást, akkor sokkal alakhűbb, jobb minőségű lesz a gravírozás.

IHXK, IHYK, IH2K tesztek irányváltási hiba kompenzálás nélkül lézergravírozáskor.
IHXK, IHYK, IH2K tesztek irányváltási hiba kompenzálással lézergravírozáskor.
A tesztjeim Robsy CNC lézervezérlővel
készültek.
A fentiekben próbáltam rávilágítani a különböző CNC pozicionálási problémákra, elsősorban az irányváltási
hibákkal kapcsolatosan. Remélem sikerült néhány hasznos és új információt átadnom az itt leírtakkal.
Érdeklődés esetén további információkkal, bemérésekkel, tanácsokkal állok mindenki rendelkezésére.

Címszó lista: Robsy CNC lézergravírozó vezérlés lézervágás jelöléstechnika pozicionálási hiba irányváltási hiba backlash hiba kompenzáció CNC hajtástechnika Robsy lineáris körmozgás kinematikai mérőrendszer Robsy motorhajtás dinamikai mérőrendszerek Robsy CNC jelölés gravírozás vágástechnika megoldások laser engraving backlash correction